
射出成形の金型よもやま話
皆様こんにちは。今日は金型についてお話ししようと思います。
深江化成の主力技術は射出成形による製造です。その射出成形に不可欠なのが言うまでもなく金型のノウハウということになります。
射出成形の金型の特徴は大雑把に言うと全体としては直方体の形状をしていて、これを2つに分割したものです。2つの分割された面がそれぞれ立体的な形状をしていて、向かい合わせに組み合わせると隙間ができます。この隙間に溶かした樹脂を流し込み形状を写し取ります。
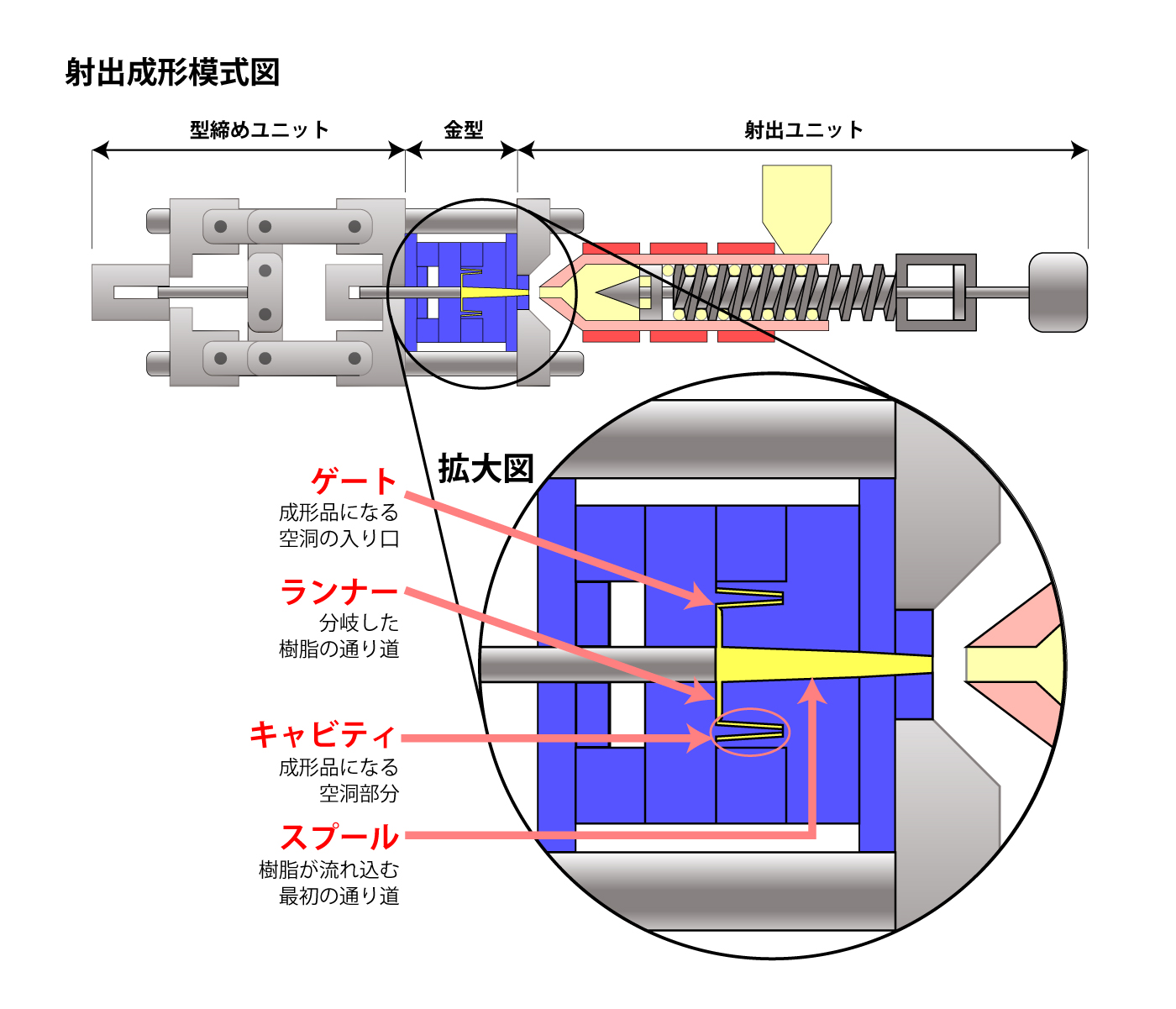
一般に凹面側をキャビティと呼び成形機の固定側に配し、凸面側をコアと呼んで可動側に配します。そして、成形時には閉じた状態で樹脂を流し込み、固まったら開いて取り出します。ちなみに、この型を保持し開閉を制御する部分を型締めユニットと呼んでいます。
金型の工夫
射出成形はさまざまな形状が成形できるのですが、その形状に合わせて金型にはさまざまな工夫が施されています。例えば、型の内部に突き出しピンという棒状の部品を配することがあります。樹脂は固まると収縮するので、時として成形品が金型に貼り付く場合があるのです。そこで、この突き出しピンで成形品を押し出すわけです。たまにプラスチック製品の表面に丸い形の跡があるのを見たことはありませんか?これが、この突き出しピンの跡だったりします。
加熱と冷却による制御
 一見鉄の塊のように見える金型ですが、金型内部にはヒーターや配管が通っていて複雑です。これらヒーターや配管によって樹脂を流動的な状態に保つために加熱したり、型に流しこんだ後に固めるために冷却水で冷やしたりできるのです。
一見鉄の塊のように見える金型ですが、金型内部にはヒーターや配管が通っていて複雑です。これらヒーターや配管によって樹脂を流動的な状態に保つために加熱したり、型に流しこんだ後に固めるために冷却水で冷やしたりできるのです。
それでは、樹脂の流れに沿って何が起こっているか見てみましょう。樹脂は先ず、注入口からスプールと呼ばれる通り道を通ります。そして、ランナーと呼ばれる分岐を通って成形品部分の入り口「ゲート」に運ばれます。
ところで、ランナーには大きく2種類あります。一つは、ホットランナーと呼ばれるもので、ヒーターを備え、樹脂がランナーの途中で冷えて固まるのを防ぎます。もう一つは、コールドランナーと呼ばれるもので、ランナーを加熱しないものです。ちなみに、ホットランナーによる金型を「ホットランナー金型」コールドランナーによる金型を「コールドランナー金型」といいます。
ホットランナー金型の場合はゲートから先の成形品部分だけが冷えて固まるので成形品はランナーから自然に分離します。しかし、コールドランナー金型の場合はスプールやランナー部分も射出の度に固まります。そのため、成形後ゲート部分でランナーと製品をニッパーなどで切り離す必要があります。これをゲートカットといいます。ホットランナー金型の方がゲートカットも不要で合理的に思えますが、金型の構造が複雑になりその分コストも割高になります。
金型はノウハウの塊
金型を作成しようとする時には上記のようなことと同時に、さらに色々考えなくてはなりません。
樹脂の流れを予測した最適な製品の向きやランナーのデザインは?
併せてホットランナーにするのか、コールドランナーにするのか?
ホットランナーならどこを加熱しどこを冷却するのか?
ヒーターや配管のレイアウトは?突き出しピンの位置や数は?
などなど、金型はノウハウの塊といえます。
弊社ではノウハウ流出防止の観点から、お客様のご注文により作成されご購入いただいた金型であっても、返却や持ち出しはご遠慮いただいており、ご利用は弊社でお預かりし、弊社にて成形する場合に限らせていただいております。また、金型が不要になった際にも、弊社にて責任をもって滅却します。ご希望により廃棄証明書もお出しできますのでご用命ください。
関連動画
パートナー企業募集
プラスチック表面改質技術を活用いただけるパートナー企業を募集しています。
プラスチック表面改質技術は、接合技術、親水化、細胞の足場形成、その他、まだまだ様々な可能性を秘めた技術です。ワトソン製品だけでなく他社様にもご活用いただけるよう広くパートナー企業を募集しております。お気軽にお問い合わせください。
ワトソン株式会社 営業部
電話:078-991-4489
メール:tcr@watson.co.jp
お問い合わせフォーム

